Roving directo para LFT



Roving directo para LFT
Direct Roving para LFT está recubierto con un encolado a base de silano compatible con resinas PA, PBT, PET, PP, ABS, PPS y POM.
Características
●Baja pelusa
●Excelente compatibilidad con múltiples resinas termoplásticas.
●Buena propiedad de procesamiento
●Excelente propiedad mecánica del producto compuesto final

Solicitud
Se utiliza ampliamente en aplicaciones automotrices, de construcción, deportivas, eléctricas y electrónicas.

Lista de productos
| Artículo | Densidad lineal | Compatibilidad de resinas | Características | Uso final |
| BHLFT-01D | 400-2400 | PP | Buena integridad | Excelente procesamiento y propiedad mecánica, color claro extinto. |
| BHLFT-02D | 400-2400 | PA, TPU | Baja pelusa | Excelente procesamiento y propiedad mecánica, diseñado para el proceso LFT-G |
| BHLFT-03D | 400-3000 | PP | Buena dispersión | Especialmente diseñado para el proceso LFT-D y ampliamente utilizado en aplicaciones automotrices, de construcción, deportivas, eléctricas y electrónicas. |
| Identificación | |||||
| Tipo de vidrio | E | ||||
| Roving directo | R | ||||
| Diámetro del filamento, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Densidad lineal, tex | 16 | 14 | 17 | 17 | 19 |
| Parámetros técnicos | |||
| Densidad lineal (%) | Contenido de humedad (%) | Tamaño Contenido (%) | Resistencia a la rotura (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0,10 | 0,55 ± 0,15 | ≥0,3 |
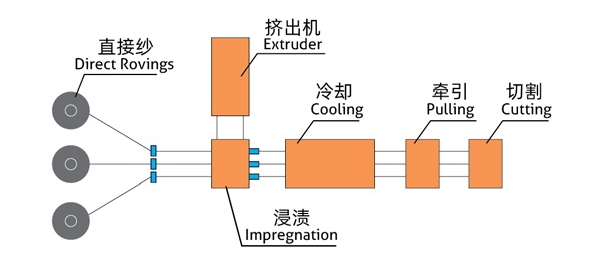
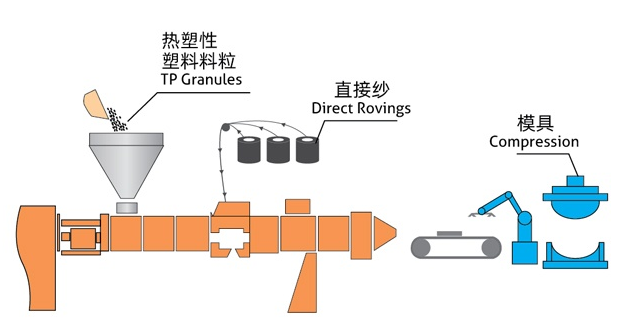
Proceso LFT
Los pellets de polímero LFT-D y la fibra de vidrio se introducen en una extrusora de doble tornillo, donde se funde el polímero y se forma el compuesto. Posteriormente, el compuesto fundido se moldea directamente en las piezas finales mediante un proceso de moldeo por inyección o compresión.
LFT-G: El polímero termoplástico se calienta hasta su fase fundida y se bombea al cabezal de la matriz. La mecha continua se estira a través de una matriz de dispersión para asegurar la completa impregnación de la fibra de vidrio y el polímero, y obtener varillas consolidadas. Tras el enfriamiento, la varilla se trocea en pellets reforzados.